



一种方管产品的自动化弯管生产工艺介绍

2020-08-02 22:50:53
- 产品规格为24*24方管,单根管件上为4道弯曲,包含2个R值,其中一个R需要一套普通模具,一套复合模具。总计需要3层模设备完成。
- 产品品种单一,批量大。根据客户的生产情况,经常24小时不停机工作,设备配备油冷机,恒定油温。同时设置有电机过载、过热报警功能。
另外弯管采用全齿轮的传动结构,不会出现传统链条式结构易断、易松的情况。
- 客户管件样品存在严重的凹陷及变形,为使弯角饱满,需配合穿芯弯管。
- 客户希望提高整体生产的自动化程度。
结合以上情况,设计了如下方案:
方案示意图:
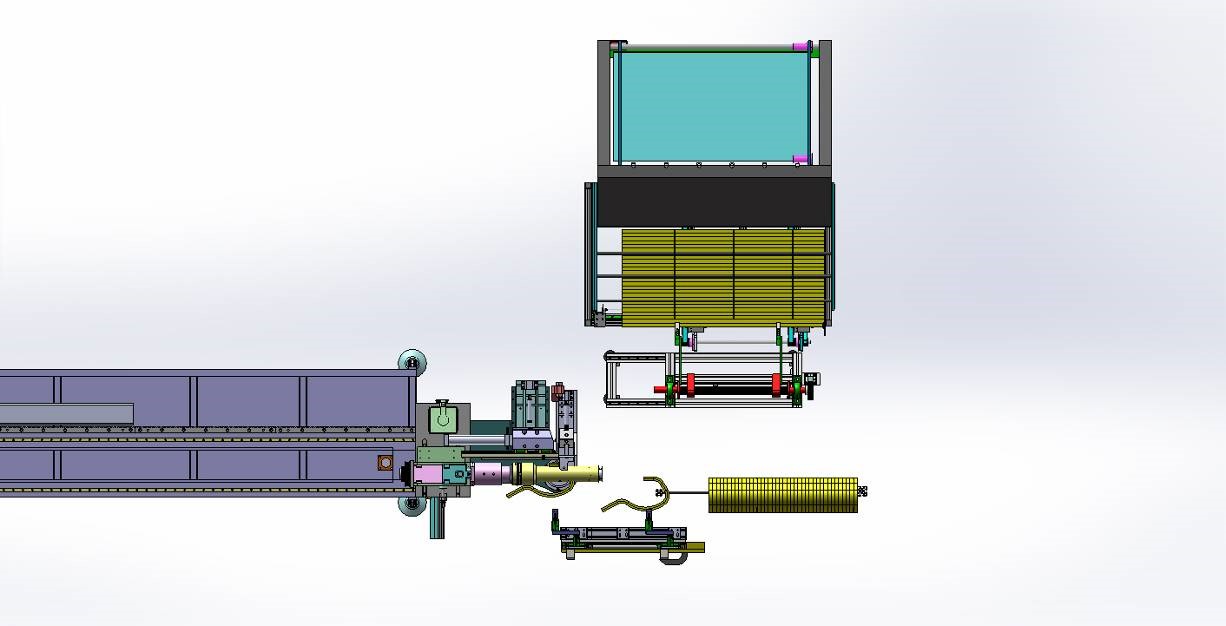
方案综述:该套弯管设备包含3个单元,分别为弯管机本身,自动上管料的储存区,弯管完成后的自动取料放置区。
弯管单元简述:该部分完成管件的弯曲工作,单只管件预计时间40秒左右(因为要换3次模具)。
自动上料储存区简述:该部分自动完成管件的排序,焊缝检测以及自动上料至弯管机抓料位置。具备无料停机功能。
自动取料放置区简述:该部分自动抓取已经弯曲完成的管件,移动到置料架。放置管件时有序摆放。
该项目的重难点:模具工艺复杂,由于产品形状特殊,采用传统的弯曲模具,会和管件自身干涉。我们做过同类产品,故有一定经验。
模具示意图:


























版权所有 © 禾安改版网站
技术支持:黎夕CC