
弯管机的模具安装及调整

2020-08-18 23:24:54
弯管机的模具安装及调整
本文主要介绍了常见弯管机的模具安装以及调整方法,帮助客户能更熟练的使用弯管机。
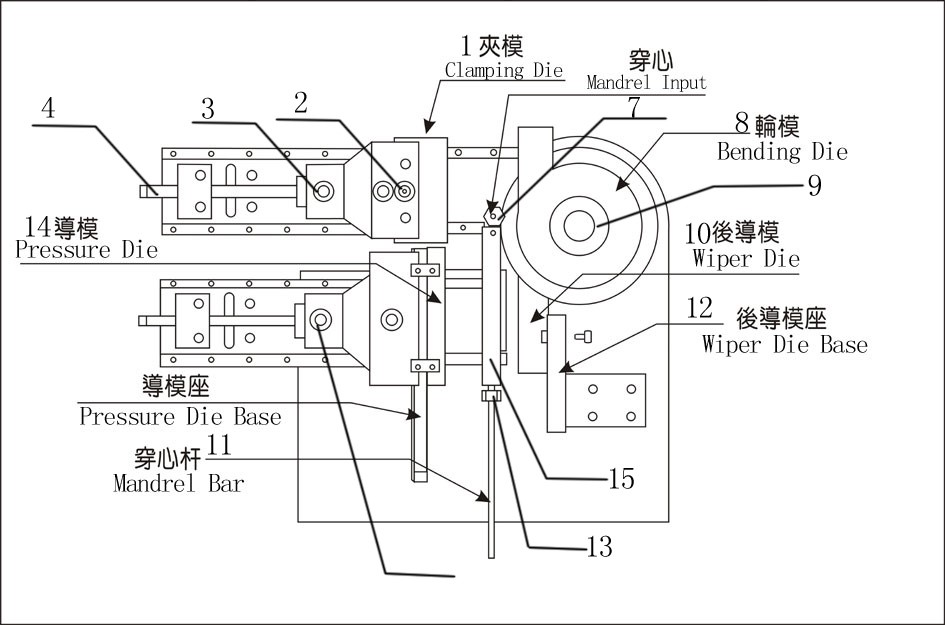
图十二夹紧模
- 夹紧模销轴
- 夹紧模座固定螺丝
- 夹紧模调节螺杆
- 压料模套固定
- 压料模套调节螺丝
- 芯棒杆珠子
- 弯管模
- 弯管模锁紧并帽
- 防皱板
- 芯棒杆
- 防皱板座
- 芯棒杆固定螺母
- 导模
- 芯棒
- 弯管模的安装(参照图十二)以顺时针方向将弯管模锁紧并帽(9),松开取下,换上所需之弯管轮模后锁紧弯管模锁紧并帽即可。
- 主夹模的安装(参照图十二)
取出主夹模肖轴(2),换上所需之夹紧模,肖轴插入即可,松开夹紧模座固定螺栓(3),用手动模式画面操作主夹夹紧,转动夹紧模调节螺杆再向前移动1/3圈或1/2圈。锁紧夹紧模座固定螺丝即可。
- 导压模的安装(参照图十二)装上导模,同上述方法基本相同,但调整的夹紧力比主夹模稍松一点,当出现管材内皱,将压料模套调节螺丝往前移动约1/4圈后,试弯直至不出现内皱为止。特别注意试弯时辅推前进速度必须与弯管速度同步。
- 芯棒杆及芯棒油缸座的安装及调整(参照图十二)芯棒珠子(7)安装于芯棒杆(11),芯棒杆拧入芯棒(15)上,芯棒接入芯棒油缸的十字接头上,一般的调整方法是芯棒杆的前端应超过弯管模中心切点2~5mm(应视弯管模直径大小而定,直径大即超过切点得距离长一点,直径小反之),芯棒油缸座安装于芯棒油缸导轨上,芯棒油缸导轨上有一刻度尺,指针所示尺寸即为弯管模半径尺寸,所以说更换弯管模,芯棒油缸座也应进行调整。
- 防皱装置的安装(参照图十三)防皱板(10)固定在防皱座(12)上,防皱板圆弧座紧贴在弯管模(8)上,防皱板后端与导模的平行度应相差1º~2º。以减少防皱板与工件的摩擦力。



















版权所有 © 禾安改版网站
技术支持:黎夕CC